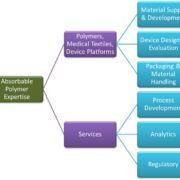
A wide variety of implantable medical devices are created using plastic components, which involve the use of more “traditional” polymers such as polypropylene and polyethylene terephthalate (PET) as well as advanced and tailored materials like polyetheretherkeytone (PEEK) and polyvinylidene fluoride (PVFD). A segment of the implantable device market utilizes an increasingly specialized polymer subset that is designed to degrade in the body after the functional life of the implant, known as bioresorbable polymers. Devices created from bioresorbable components include sutures, surgical mesh, staples, clips, pins, bone screws, and a host of other devices. It is important to note that bioresorbable polymers are intentionally designed for instability and are more expensive than traditional industrial polymers, making a focus on process control an even greater priority.
A common requirement to all of these products is that raw materials (in this case polymers) need to be converted and later stored in some way to create a finished device. While each material has unique process requirements, bioresorbable polymers have very stringent needs for storage and processing to make a device functional.
Common conversion techniques include melt processing, and implantable devices must be supplied sterile, both of which can be detrimental to the performance and storage stability of the product. Bioresorbable polymers degrade due to a number of process-induced factors, primarily including hydrolysis (caused by absorbed moisture), heat and mechanical stress (shear).
Melt extrusion is a very common conversion technique, and is particularly useful in creating fibers, films, tubing, and nonwovens. As the name suggests, you cannot avoid heating the polymer above the melting temperature, imparting significant potential for degradation. Additionally, material is typically metered using a screw, introducing shear forces that can further damage the polymer. This is secondary to moisture, though, and we focus on drying polymers to less than 50ppm before extrusion. Dry, inert gas atmospheres are also utilized to minimize risk of moisture absorption for best results.
While a device is intended to degrade in the body, packaged devices need to remain unaltered through shelf storage. For this, high barrier foil pouches with very low moisture vapor transmission rates (MVTR) are recommended, and devices need to be dried to a very low moisture level and backfilled with a dry, inert gas for a best chance at long term stability. We typically recommend foils with a metal (not metallized plastic) foil layer and total moisture within the device of at least less than 500ppm. Drying is commonly performed using active reduced pressure (vacuum), with or without heat, at well less than 1 Torr. Alternatively, low humidity desiccators may be used. It is important to note that each material and construct dries at different rates, from a few hours to several days, but all absorb moisture to an unstable level in a very short timeframe.
Processing bioresorbable polymers can be a challenge, even to companies with a wealth of experience with engineering plastics. At Poly-Med, we have been processing these materials for almost 20 years and have built a significant capability in processing and preserving bioresorbable materials for maximum utility and stability, as well as assisting clients with building their own in-house capability. If you are designing a device with an absorbable component, let us know if you need help with material or process selection, packaging, drying, stability studies, or analytical support.
For additional information about this topic or other Poly-Med materials and capabilities, visit our solutions page or contact us today!
M. Scott Taylor, PhD
CTO