
Bioresorbable Polymer Foams as Medical Devices
Introduction:
Tissue Scaffolds:
Tissue engineering is a growing field that attempts to provide solutions for the regeneration of tissues that have been damaged due to disease or injury. To achieve this, tissue engineering scaffolds are regularly used to promote repair and regeneration of tissues. Scaffolds provide a three-dimensional (3D) construct and are designed to support cell infiltration, growth, differentiation, and enhance new tissue development and guide new tissue formation. Recently, there is a growing trend in the use of resorbable polymers for the fabrication of scaffolds and other implants for various tissue engineering applications. In addition to their well-established biocompatibilities in vivo, resorbable polymers are preferred for two main reasons: (1) scaffolds fabricated from these materials provide desirable mechanical strength which, in combination with controlled degradation rates, leads to gradual reduction in mechanical strength during tissue regeneration, and (2) complete degradation of the scaffold structure over time eliminates the need for a secondary surgery for the retrieval of the implant, thus allowing faster recovery at the site of injury.
Scaffold Format: Foams
Scaffold foams have defined properties such as pore size, pore orientation, pore interconnectivity, along with pore shape. Given mammalian cells range in diameter from ~10-100 microns, foams are an attractive and cost-effective manufacturing technique for producing scaffolds with similar properties to naturally occurring extracellular matrices (ECM)s to allow for tissue ingrowth. Scaffold structures can be created from foams may be produced through methods that include but are not limited to 1) porogen leaching, 2) phase separation, and 3) gas foaming. The proceeding section will discuss each technique in more detail.
Technical Foam Manufacturing Processes:
Porogen Leaching:
Porogen leaching is a foam manufacturing approach where 1) a mixture of polymer and porogen components is cast into a mold, 2) the mixture is dried, 3) the polymeric solvent is evaporated, and 4) the porogen is leached from the base material through washing with a solvent specific to the porogen. A variety of porogens have been used to create bioengineered foam scaffolds that include but are not limited to sodium chloride, polymers, gelatin, paraffin beads, and sugars. Porogen leaching is advantageous for creating foam scaffolds with up to 93% porosity due to 1) the ease of altering pore structure by changing the identity and concentration of the porogen constituent and 2) reproducible production of materials. Drawbacks to this approach include the requirement of high concentrations of porogen to ensure sufficient pore connectivity to maintain desired mechanical properties and the use of solvents that require post-processing for their removal to levels below established toxicity limits to allow for implantation.
Phase Separation:
Foams may also be created via thermally induced phase separation (TIPS), where a homogenous polymer solution is de-mixed through the creation of a temperature gradient to create a multi-phase system. The polymer solution is then quenched to produce a phase with a high concentration of polymer and a phase with a lower concentration of polymer. The polymer dense phase solidifies, while the polymer light phase forms crystals which may be removed to result in a porous structure (>90% porosity). Like porogen leaching, TIPS offers high control of pour morphology through altering polymer identity/concentration, temperature profiles, and porogen identities.
Gas Foaming:
Gas foaming is a production approach where gas bubbles are dispersed throughout a polymer phase material. First, solid units of the base polymer material are made using compression molding. These units are saturated with carbon dioxide (CO2) for an extended time period under high pressure to increase the solubility of CO2 within the polymer material. The pressure is then rapidly decreased to atmospheric levels, which significantly decreases the solubility of CO2 within the polymeric material creating pores. Materials with high porosity (up to 93%) and pore size up to 100 mm may be created, although control over pore dimensions remains challenging.
Case Study:
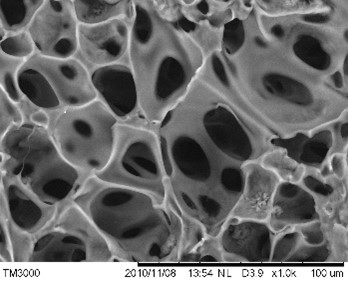
Poly-Med has developed the capability of creating bioresorbable foam constructs for tissue scaffolding applications. Using Strataprene® 3534, a poly-axial block copolymer comprised of 35% ε-caprolactone, 34% lactide, 17% glycolide, and 14% trimethylene carbonate, PMI material scientists have created bioresorbable foams with differences in porosity, overall density, and matrix surface smoothness by varying processes parameters (denoted as Type A foams and Type B foams for simplicity). Type A foams exhibited two (2) distinct pore classes: large pores of ~10-20 microns in diameter that were distributed between the pervasive polymeric matrix and a smaller pore class ~1-3 microns in diameter distributed within the matrix scaffold. In contrast, Type B foams exhibited a singled pore class ~20-30 microns in diameter distributed evenly throughout the foam. These differences in morphology correlate to differences in density noted between Type A foams and Type B foams (Table 1). Based on the case study shown, Poly-Med can create custom foam scaffolds that may be tuned to a particular tissue engineering application through the use of Poly-Med’s unique polymer catalog to ensure appropriate degradation timelines and through process tuning to ensure desired pore characteristics and mechanical properties are achieved.
Poly-Med, the leader in bioresorbable medical device development, is able to offer medical device development for medical-grade electrospinning, extrusion, additive manufacturing, and technical processes in a certified ISO Class 8 environment. Poly-Med facilities are certified to meet ISO: 13485:2016 standards for quality management of its design, development, and manufacturing of bioresorbable polymers, fibers, sutures, medical textiles, and biomedical products. Connect with Poly-Med today to learn more about bioresorbable foams for tissue scaffolding application.
Figures:


| Foam Type | Density (g/mL) |
| Type A Foam | 0.35±0.01 |
| Type B Foam | 0.27±0.01 |

